12. 3D εκτυπωτές – Τελειώσεις εκτυπώσεων 3D
Το FDM είναι το πλέον κατάλληλο για αποδοτικά πρωτότυπα που παράγονται με σύντομο χρονικό διάστημα. Οι Γραμμές στρώσεων είναι γενικά εμφανείς στις εκτυπώσεις FDM καθιστώντας την μετα-επεξεργασία απαραίτητη εάν απαιτείται μια ομαλή επιφάνεια. Ορισμένες μέθοδοι μετά την επεξεργασία μπορούν επίσης να προσθέσουν αντοχή στις εκτυπώσεις, συμβάλλοντας στην άμβλυνση της ανισότροπης συμπεριφοράς των τμημάτων FDM.
 Εικόνα 12.1.Μεταγενέστερες εκτυπώσεις FDM (από αριστερά προς τα δεξιά): Ψυχρή συγκόλληση, πλήρωση κενών, μη επεξεργασμένη, λειασμένη, γυαλισμένη, βαμμένη και εποξειδική [πηγή]
Εικόνα 12.1.Μεταγενέστερες εκτυπώσεις FDM (από αριστερά προς τα δεξιά): Ψυχρή συγκόλληση, πλήρωση κενών, μη επεξεργασμένη, λειασμένη, γυαλισμένη, βαμμένη και εποξειδική [πηγή]
12.1 Αφαίρεση υποστήριξης
Η αφαίρεση υποστήριξης είναι συνήθως το πρώτο στάδιο της μετα-επεξεργασίας για τις τεχνολογίες εκτύπωσης 3D που απαιτούν υποστήριξη για να πετύχουν την ακριβή παραγωγή εξαρτημάτων. Η υποστήριξη μπορεί γενικά να χωριστεί σε 2 κατηγορίες. τυπική και με διαλύτη. Η αφαίρεση της στήριξης είναι μια υποχρεωτική απαίτηση και δεν παράγει βελτιωμένο φινίρισμα επιφάνειας.
Τυπική αφαίρεση υποστήριξης
Το υλικό στήριξης μπορεί γενικά να αφαιρεθεί από την εκτύπωση με ελάχιστη προσπάθεια και ο καθαρισμός του υλικού στήριξης σε δύσκολα σημεία (όπως τρύπες ή κοιλότητες) μπορεί να επιτευχθεί με οδοντογλυφίδες και πένσες βελόνας. Οι καλά τοποθετημένες δομές στήριξης και ο κατάλληλος προσανατολισμός στην εκτύπωση μπορούν να μειώσουν σημαντικά την αισθητική επίδραση του υλικού υποστήριξης στην τελική εκτύπωση.
Αφαίρεση υποστήριξης με διαλύτη
Τα τυποποιημένα διαλυτά υλικά υποστήριξης αφαιρούνται από την εκτύπωση τοποθετώντας την εκτύπωση σε ένα λουτρό του κατάλληλου διαλύτη μέχρι να διαλυθεί το υλικό υποστήριξης. Η υποστήριξη συνήθως εκτυπώνεται σε:
– HIPS (συνήθως συνδέονται με ABS)
– PVA (συνήθως σχετίζεται με PLA)
– HydroFill
Τα δοχεία αποθήκευσης γυαλιού, όπως ένα μασίφ βάζο, δημιουργούν εξαιρετικά δοχεία για τη διάλυση με Limonene. Για τη διάλυση στο νερό, οποιοδήποτε μη πορώδες δοχείο θα λειτουργήσει. Για τις εκτυπώσεις HIPS / ABS, ένα λουτρό σε αναλογία 1: 1 (R) – (+) – λιμονένιο και ισοπροπυλική αλκοόλη λειτουργεί πολύ καλά για γρήγορη αφαίρεση της στήριξης. Πολλά άλλα υλικά υποστήριξης, όπως το PVA (που χρησιμοποιείται με PLA) και το HydroFill (PLA και ABS), διαλύονται απλά σε καθαρό νερό.
12.2 Τριβεία
 Εικόνα 12.2.Ένα γυαλιστερό γκρι ABS εκτύπωση [πηγή]
Εικόνα 12.2.Ένα γυαλιστερό γκρι ABS εκτύπωση [πηγή]
Αφού αφαιρεθούν ή διαλυθούν τα στηρίγματα, μπορεί να γίνει λείανση για την εξομάλυνση του τμήματος και την απομάκρυνση οποιωνδήποτε προφανών κηλίδων, όπως κηλίδες ή σημάδια στήριξης. Το αρχικό τρίψιμο του γυαλόχαρτου εξαρτάται από το ύψος του στρώματος και την ποιότητα της εκτύπωσης. για ύψη στρώσεων 200 μικρών και χαμηλότερα, ή εκτυπώσεις χωρίς κηλίδες, η λείανση μπορεί να ξεκινήσει με 150 grit. Εάν υπάρχουν εμφανείς κηλίδες ή το αντικείμενο εκτυπώθηκε σε ύψος στρώματος 300 micron ή μεγαλύτερο, ξεκινήστε την λείανση με 100άρι γυαλόχαρτο.
Η λείανση πρέπει να προχωρήσει μέχρι γυαλόχαρτο λείανσης 2000, ακολουθώντας τις κοινές βαθμολογίες λείανσης (μία προσέγγιση είναι να πάει από 220 έως 400 στην τραχύτητα του γυαλόχαρτου, έως 600, έως 1000 και τελικά 2000 τραχύτητα). Συνιστάται να καθαρίζετε την εκτύπωση από την αρχή μέχρι το τέλος, για να αποτρέψετε την τριβή και τη συσσώρευση θερμότητας ώστε να αποφύγετε να καταστρέψετε το τμήμα προσπαθώντας να διατηρήσετε καθαρό το γυαλόχαρτο. Η εκτύπωση πρέπει να καθαρίζεται με οδοντόβουρτσα και σαπουνόνερο κ στη συνέχεια με ύφασμα, μεταξύ των σταδίων αμμοβολής, ώστε να αποφευχθεί η συσσώρευση σκόνης και το φαινόμενο “συσσωματώσεως”. Τα εξαρτήματα FDM μπορούν να λειανθούν έως και με τραχύτητα 5000 για να επιτύχουν εξομάλυνση με γυαλιστερό φινίρισμα.
12.3 Ψυχρή συγκόλληση
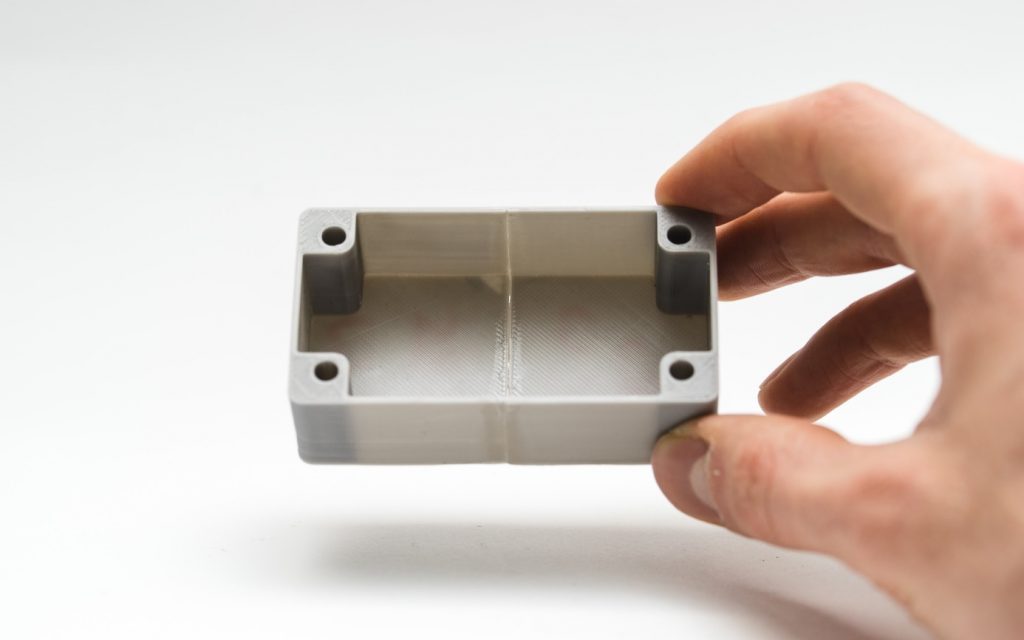 Εικόνα 12.3.Δύο γκρίζα τμήματα εκτύπωσης ABS προσαρτημένα μεταξύ τους με κρύα συγκόλληση [πηγή]
Εικόνα 12.3.Δύο γκρίζα τμήματα εκτύπωσης ABS προσαρτημένα μεταξύ τους με κρύα συγκόλληση [πηγή]
Όταν το μέγεθος του εκτυπωμένου αντικειμένου υπερβαίνει τη μέγιστη διάσταση του εκτυπωτή, ο σχεδιασμός συχνά χωρίζεται σε μικρότερα τμήματα και συναρμολογείται μετά την εκτύπωση. Για PLA και άλλα υλικά, η συναρμολόγηση μπορεί να γίνει χρησιμοποιώντας το Bond-O ή μια κατάλληλη κόλλα (η επιλογή της κόλλας εξαρτάται από το πλαστικό). Για ABS, τα συγκροτήματα πολλαπλών τμημάτων μπορούν να “συγκολληθούν” μαζί χρησιμοποιώντας ακετόνη. Οι αντίστοιχες επιφάνειες πρέπει να βουρτσίζονται ελαφρώς με ακετόνη και να συγκρατούνται σταθερά μεταξύ τους ή να συσφίγγονται αν είναι δυνατόν, μέχρις ότου εξατμιστεί η πλειονότητα της ακετόνης. Σε αυτό το στάδιο τα δύο μέρη είναι χημικά συνδεδεμένα μεταξύ τους.
12.4 Συμπλήρωση κενών
 Εικόνα 12.2.Μια μαύρη εκτύπωση ABS επικαλυμμένη με γεμιστικό διακένου, τότε λειανθεί [πηγή]
Εικόνα 12.2.Μια μαύρη εκτύπωση ABS επικαλυμμένη με γεμιστικό διακένου, τότε λειανθεί [πηγή]
Μετά το τρίψιμο μιας εκτύπωσης ή τη διάλυση διαλυτών στηριγμάτων, δεν είναι ασυνήθιστο να εμφανιστούν κενά στην εκτύπωση. Κατά την εκτύπωση, σχηματίζονται κενά όταν τα στρώματα είναι ελλιπή λόγω περιορισμών διαδρομής των τρισδιάστατων εκτυπωτικών εργαλείων και είναι συχνά αναπόφευκτες. Τα μικρά κενά μπορούν εύκολα να γεμιστούν με εποξικά υλικά (όπως το XTC-3D) χωρίς να χρειαστεί πρόσθετη επεξεργασία. Τα μεγάλα κενά ή οι κοιλότητες που απομένουν από τη σύνδεση πολλών εκτυπώσεων μπορούν να γεμιστούν με επιτυχία με γεμιστικό πληρώσεως το οποίο απαιτεί πρόσθετη λείανση μόλις στεγνώσει. Το γεμιστικό πλήρωσης Autobody αποτελεί ένα εξαιρετικό υλικό πλήρωσης και μπορεί εύκολα να λειανθεί και να βαφτεί όταν έχει πλήρως σκληρύνει. Είναι επίσης πολύ ισχυρό και δεν θα αποδυναμώσει το πλαστικό στη γύρω περιοχή. Αντίθετα, τα τεμάχια που συνδέονται με γεμίσματα πλήρωσης ή γεμισμένα κενά είναι ισχυρότερα από το αρχικό πλαστικό.
Τα κενά σε μια εκτύπωση ABS μπορούν επίσης να γεμίσουν με τη δημιουργία ενός πολτού από νήμα και ακετόνη ABS, το οποίο αντιδρά χημικά με την εκτύπωση ABS και εισχωρεί σε οποιαδήποτε κενά στην επιφάνεια της. Συνιστάται χρήση μίγματος 1 μέρους ABS προς 2 μέρη ακετόνης, ενώ η χρήση του δεν θα επηρεάσει σημαντικά το τελείωμα της επιφάνειας γύρω από το κενό εάν εφαρμοστεί σωστά.
12.5 Στίλβωση
Μετά το τρίψιμο μιας εκτύπωσης, μπορεί να εφαρμοστεί ένα πλαστικό στίλβωμα για να δώσει στα τυποποιημένα θερμοπλαστικά, όπως το ABS και το PLA, ένα φινίρισμα σαν καθρέφτη. Μόλις η εκτύπωση τριφτεί μέχρι το γυαλόχαρτο πάχους 2000-grit, σκουπίστε περίσσεια σκόνη από την εκτύπωση με ένα πατσαβούρι, στη συνέχεια, καθαρίστε την εκτύπωση σε θερμό λουτρό νερού με μια οδοντόβουρτσα. Αφήστε την εκτύπωση να στεγνώσει πλήρως και εφαρμόστε με ένα τροχό λείανσης ή με το χέρι με ένα πανί μικροϊνών και πλαστικό στίλβωμα, όπως το Blue Rouge. Αυτό είναι ένας τύπος βερνίκι κοσμηματοποιού, σχεδιασμένο ειδικά για πλαστικά και συνθετικά, το οποίο παράγει μια διαρκή λάμψη στην επιφάνεια. Άλλα πλαστικά γυαλιστικά, όπως αυτά που χρησιμοποιούνται στους προβολείς οχημάτων, λειτουργούν επίσης ικανοποιητικά, αλλά χρειάζεται προσοχή καθώς μερικά μπορεί να περιλαμβάνουν χημικά που μπορούν να βλάψουν το υλικό εκτύπωσης.
12.6 Αστάρωμα και ζωγραφική
 Εικόνα 12.3. Γκρίζος ψεκασμός εκτύπωσης PD FDM, βαμμένο μαύρο [πηγή]
Εικόνα 12.3. Γκρίζος ψεκασμός εκτύπωσης PD FDM, βαμμένο μαύρο [πηγή]
Αφού καθαριστεί σωστά η εκτύπωση (χρειάζεται μόνο να φτάσετε έως και γυάλισμα με τραχύτητα γιαλόχαρτού 600 grit για να περαστεί χρώμα), στο τρισδιάστατο εκτυπωμένο αντικείμενο μπορεί να εφαρμοστεί αστάρι προετοιμασίας. Η προετοιμασία για την βαφή (αστάρι) θα πρέπει να γίνει σε δύο στρώσεις, οπου εφαρμόζεται αστάρι με ψεκασμό. Ένα αστάρι σε μορφή σπρέυ (κατάλληλο για ζωγραφική μοντέλοποίησης) παρέχει ομοιόμορφη κάλυψη και είναι αρκετά λεπτό ώστε να εξασφαλίστεί ότι μετά την επίστρωση του οι λεπτομέρειες της εκτύπωσης δεν αποκρύπτονται. Το παχύ αστάρι, όπως αυτό που μπορεί να αγοραστεί σε ένα κατάστημα DIY ή χρωματοπωλείο, μπορεί να συσσωρεύεται σε παχιά στρώση και να απαιτεί σημαντική λείανση. Ψεκάστε το πρώτο στρώμα με σύντομες γρήγορες κινήσεις, περίπου 15 – 20 cm μακριά από το αντικείμενο, για να αποφύγετε τη συγκέντρωση του αστάριού. Αφήστε το αστάρι να στεγνώσει και τρίψτε τυχόν ατέλειες με γυαλόχαρτο 600αρι . Εφαρμόστε το τελικό στρώμα του αστάριου με ελαφρές γρήγορες κινήσεις, και προσοχή ώστε να αποφύγετε τη μεγάλη συγκέντρωση κατά τόπους.
Μόλις ολοκληρωθεί η προετοιμασία της επιφάνειας με αστάρι, μπορεί να ξεκινήσει το βάψιμο της. Το βάψιμο μπορεί να γίνει με ακρυλικά χρώματα ζωγραφικής και πινέλα, αλλά η χρήση ενός αερογράφου ή χρώματος σπρέυ παρέχει ομαλότερο φινίρισμα επιφάνειας. Η βαφή ψεκασμού από χρωματοπωλείο είναι πιο παχύρευστη και κατά συνέπεια πιο δύσκολο να εφαρμοστεί, για αυτό είναι καλύτερο να χρησιμοποούνται χρώματα ειδικά σχεδιασμένα για ζωγραφική μοντέλων. Η προετοιμασμένη επιφάνεια θα πρέπει να γυαλιστεί και να λειανθεί (τα στοιχεία βερνικώματος που χρησιμοποιούνται στα νύχια από επαγγγελματίες μπορούν να αγοραστούν online και να λειτουργήσουν τέλεια για αυτή την εφαρμογή) και στη συνέχεια να καθαριστούν με ένα πανί. Χρωματίστε το τρισδιάστατο μοντέλο χρησιμοποιώντας πολύ ελαφριές επιστρώσεις. Οι πρώτες επιστρώσεις θα φαίνονται διαφανεις. Μόλις το χρώμα σχηματίσει σε αδιαφανη επίστρωση (γενικά μετά από 2-4 περάσματα), αφήστε το μοντέλο για 30 λεπτά ώστε να μπορέσει να σταθεροποιηθεί το χρώμα. Γυαλίστε απαλά το στρώμα βαφής με τα μπαστούνια γυαλίσματος των νυχιών και ακολουθήστε αυτή τη διαδικασία για κάθε επιθυμητό χρώμα (με στίλβωση μεταξύ κάθε στρώματος βαφής).
Τμήματα του μοντέλου μπορούν να καλυφθούν με ταινία μασκαρίσματος για χρώματα ετσι ωστε να διατηρηθεί το χρώμα του υποστρώματος, εάν είναι επιθυμητό. Μόλις ολοκληρωθούν όλες οι επιστρώσεις βαφής, αφαιρέστε τις μάσκες και γυαλίστε τη βαφή χρησιμοποιώντας χαρτί για στίλβωση. Το χαρτί γυαλίσματος, όπως το 3M’s ή το Zona’s , μπορεί να αγοραστεί με διαφορετικές διαβαθμίσεις κόκκων και είναι ένα σχετικά νέο προϊόν. Μπορεί να αγοραστεί ως πακέτο με λιανική πώληση μέσω διαδίκτυου και δίνει χρώμα, καθώς και επιπλέον στρώσεις , και αφήνοντας μια τελική λάμψη που διαφορετικά δεν μπορεί να επιτευχθεί εύκολα. Εφαρμόστε 1-2 στρώσεις από ένα την τελική επίστρωση για να προστατεύσετε το χρώμα και αφήστε το να στεγνώσει πλήρως. Η τελική επίστρωση πρέπει να επιλέγεται σύμφωνα με τις συστάσεις του κατασκευαστή της χρησιμοποιούμενης βαφής. Οι ασυμβίβαστες επικαλύψεις και τα στρώματα μπογιάς μπορούν να καταστρέψουν την εργασία βαφής, οπότε είναι πολύ σημαντικό η συμβατότητα των βαφών να είναι εξασφαλισμένη.
12.7 Εξομάλυνση με ατμό (Vapor smothing)
 Εικόνα 12.4.Μια μαλακή μαύρη ημισφαίρια ABS εκτύπωση [πηγή]
Εικόνα 12.4.Μια μαλακή μαύρη ημισφαίρια ABS εκτύπωση [πηγή]
Στρώστε το επιλεγμένο δοχείο με απορροφητικό χαρτί καλύπτοντας και τα πλευρικά τοιχώματα, αν είναι δυνατόν. Είναι κρίσιμο ο ατμός να μη θέτει σε κίνδυνο τον ίδιο τον θάλαμο και ο θάλαμος να μπορεί να σφραγιστεί .Συνιστώνται δοχεία από γυαλί και μέταλλο. Ρίξτε αρκετό διαλύτη για να το νωτίσετε, αλλά όχι να χωρίς να ποτίσετε τις χαρτοπετσέτες. Αυτό θα πρέπει να βοηθήσει τις πετσέτες να προσκολληθούν στα πλευρικά τοιχώματα του δοχείου. Η ακετόνη είναι γνωστή για τις ικανότητές της να εξομαλύνει το ABS. Για το PLA, είναι δυνατή η εξομάλυνση με διαφορετικούς διαλύτες (THF ή MEK δουλεύουν αξιοπρεπώς), αλλά είναι γενικά πιο δύσκολο να επιτευχθεί μια λεία επιφάνεια σε σύγκριση με το ABS. Όταν εργάζεστε με οποιοδήποτε διαλύτη, ελέγξτε τους κανονισμούς ασφαλείας για το χημικό προϊόν και χρησιμοποιήστε πάντα τις κατάλληλες προφυλάξεις ασφαλείας. Μια μικρή “σχεδία” από αλουμινόχαρτο ή άλλο υλικό ανθεκτικό σε διαλύτες θα πρέπει να τοποθετηθεί στη μέση του δοχείου με επένδυση από πετσέτα χαρτιού. Τοποθετήστε την εκτύπωση στη σχάρα (με την όποια πλευρά έχει επιλεγεί ως το κάτω μέρος που στηρίζεται πάνω στη σχάρα) και κλείστε το καπάκι του δοχείου. Η λείανση ατμών μπορεί να πάρει ένα μεταβλητό χρονικό διάστημα, επομένως ελέγξτε περιοδικά την εκτύπωση. Η θερμότητα μπορεί να χρησιμοποιηθεί για να αυξήσει την ταχύτητα της στίλβωσης, αλλά πρέπει να ληφθεί μέριμνα για την αποφυγή της συσσώρευσης δυνητικά εκρηκτικών ατμών.
Κατά την αφαίρεση του εκτυπωμένου αντικειμένου από το θάλαμο, προσπαθήστε να αποφύγετε να το αγγίζετε αφήνοντας την εκτύπωση πάνω στη σχάρα και αφαιρώντας και τα δύο μαζί από το δοχείο. Οποιαδήποτε σημεία στα οποία έχει έρθει σε επαφή η εκτύπωση θα έχουν επιφανειακές ατέλειες, καθώς το εξωτερικό κέλυφος θα διαλυθεί εν μέρει. Αφήστε την εκτύπωση να απομακρύνει πλήρως τον υπόλοιπο διαλύτη πριν το χειρισμό.
ΣΗΜΕΙΩΣΗ: Πολλοί διαλύτες με ψεκασμού / ατμού είναι εύφλεκτοι / εκρηκτικοί και οι ατμοί των διαλυτών μπορεί να είναι επιβλαβείς για την υγεία σας. Προσέξτε ιδιαίτερα αν θερμάνετε τους διαλύτες και πάντα λειάνετε τις εκτυπώσεις / αποθηκεύστε το διαλύτη σε έναν καλά αεριζόμενο χώρο.
12.8 Εμβάπτιση
Βεβαιωθείτε ότι το δοχείο που πρόκειται να χρησιμοποιηθεί είναι αρκετά πλατύ και αρκετά βαθύ για να φιλοξενήσει την εκτύπωση και το διαλύτη. Γεμίστε το δοχείο με κατάλληλη ποσότητα διαλύτη, προσέχοντας να ελαχιστοποιήσετε τυχόν πιτσίλισμα. Όπως και με την εξομάλυνση των ατμών, πρέπει να χρησιμοποιείται ακετόνη για εμβάπτιση ABS, και MEK ή THF μπορούν να χρησιμοποιηθούν για εμβάπτιση PLA. Το PLA είναι αρκετά ανθεκτικό στην εξομάλυνση των διαλυτών, επομένως μπορεί να χρειαστούν αρκετές προσπάθειες για να επιτευχθεί το επιθυμητό αποτέλεσμα. Προετοιμάστε την εκτύπωση για εμβάπτιση βιδώνοντας ένα άγκιστρο ή μια μικρή βίδα σε μια δυσδιάκριτη επιφάνεια του αντικειμένου. Βιδώστε το σύρμα μέσω του ματιού του άγκιστρου ή γύρω από τη βίδα, έτσι ώστε το αντικείμενο να μπορεί να χαμηλώσει στο λουτρό χρησιμοποιώντας το καλώδιο. Αν το σύρμα είναι πολύ λεπτό, δεν θα είναι σε θέση να αντισταθμίσει την άνωση της εκτύπωσης και θα κάνει τη σωστή βύθιση πολύ δύσκολη.
Μόλις προετοιμαστεί το εκτυπωμένο αντικείμενο, βυθίστε γρήγορα ολόκληρο το αντικείμενο στο διαλύτη για όχι περισσότερο από μερικά δευτερόλεπτα χρησιμοποιώντας το σύρμα. Αφαιρέστε το αντικείμενο και συνδέστε το σύρμα πάνω σε μια σχάρα στεγνώματος ή ράφι για να επιτρέψετε στον διαλύτη να εξατμιστεί πλήρως από την επιφάνεια. Το 3D αντικείμενο μπορεί να ανακινηθεί ήπια μετά την απομάκρυνση για να διευκολυνθεί το στέγνωμα και να εξασφαλιστεί ότι δεν υπάρχουν συγκεντρώσεις διαλύτη σε εσοχές κάτω από την επιφάνεια.
12.9 Εποξειδική επικάλυψη
 Εικόνα 12.5 Μία ασπρόμαυρη εκτύπωση ABS που εμφανίζει το μισό με επικάλυψη εποξειδικού και μισού μη επεξεργασμένου [πηγή]
Εικόνα 12.5 Μία ασπρόμαυρη εκτύπωση ABS που εμφανίζει το μισό με επικάλυψη εποξειδικού και μισού μη επεξεργασμένου [πηγή]
Μόλις γυαλιστεί η εκτύπωση (το τρίψιμο πρώτα θα έχει καλύτερα τελικά αποτελέσματα), καθαρίστε πλήρως την εκτύπωση με ένα πανί. Αναμείξτε την κατάλληλη αναλογία ρητίνης προς σκληρυντικό όπως καθορίζεται στις οδηγίες για τη ρητίνη, διασφαλίζοντας ότι όλα μετριούνται με ακρίβεια. Οι εποξειδικές ρητίνες είναι εξώθερμες όταν αναμειγνύονται, έτσι πρέπει να αποφεύγονται γυάλινες δεξαμενές και δοχεία που αποτελούνται από υλικά με χαμηλά σημεία τήξης .Συνιστώνται ειδικά δοχεία για την ανάμιξη εποξειδικών ρητινών .Οι ακατάλληλες αναλογίες θα αυξάνουν το χρόνο στεγνώματος και το εποξειδικό οξύ δεν μπορεί ποτέ να ανακάμψει πλήρως, με αποτέλεσμα ένα “κολλώδες” φινίρισμα. Το XTC-3D είναι μια εξειδικευμένη επίστρωση σχεδιασμένη για 3D εκτύπωση, αλλά οποιαδήποτε εποξική ρητίνη 2 συστατικών θα λειτουργήσει καλά για αυτή την εφαρμογή εφόσον έχει προετοιμαστεί σωστά. Αναμείξτε σχολαστικά τη ρητίνη και το σκληρυντικό σύμφωνα με τις οδηγίες χρησιμοποιώντας απαλές περιστροφικές κινήσεις, για να ελαχιστοποιήσετε τον αριθμό των φυσαλίδων αέρα που εισάγονται στο σύστημα. Μικρή ποσότητα εποξικού υλικού μπορεί να κάνει πολλά, και τα περισσότερα εποξικά έχουν ένα μικρό χρόνο εργασίας, μόνο 10-15 λεπτά, έτσι σχεδιάστε την εφαρμογή ποσότητας ανάλογα.
Εφαρμόστε την πρώτη επίστρωση του εποξειδικού με χρήση αφρώδους εφαρμογέα και προσπαθήστε να ελαχιστοποιήσετε τη συγκέντρωση σε οποιεσδήποτε επιφάνειες εσοχών ή λεπτομέρειες της εκτύπωσης. Μόλις η εκτύπωση έχει επικαλυφθεί επαρκώς , αφήστε το εποξικό να σκληρύνει πλήρως σύμφωνα με τις οδηγίες του κατασκευαστή. Μια πρώτη επίστρωση μπορεί να είναι αρκετή για την εξομάλυνση της εκτύπωσης, αλλά για ένα βέλτιστο φινίρισμα, η εκτύπωση πρέπει να λειανθεί ελαφρά με λεπτό γυαλόχαρτο (1000 γρατσουνιών ή υψηλότερη) για να αφαιρεθούν τυχόν ατέλειες. Αφαιρέστε κάθε σκόνη με ένα πανί ύφανσης και εφαρμόστε μια δεύτερη επίστρωση εποξειδίου, ακολουθώντας την ίδια διαδικασία.
12.10 Επίστρωση μετάλλων

Εικόνα 12.6.Ένα επινικελωμένο, τυπωμένο δομικό μέλος FDM επικαλυμμένο με Repliform χρησιμοποιώντας τεχνολογία RepliKote [πηγή]
Η επιμετάλλωση μπορεί να γίνει με ηλεκτρολυτική διαδικασία στο σπίτι ή σε ένα επαγγελματικό κατάστημα. Η σωστή επιμετάλλωση απαιτεί μεγάλη γνώση των υλικών και αυτό που μπορεί να γίνει στο σπίτι είναι περιορισμένο σε σύγκριση με το τι μπορεί να επιτύχει ένας επαγγελματιας. Για καλύτερα φινιρίσματα και μια ευρύτερη γκάμα επιλογών επιμετάλλωσης, συμπεριλαμβανομένου του χρωματισμού, η χρήση ενός επαγγελματικού καταστήματος είναι η καλύτερη επιλογή. Για λόγους σαφήνειας, η διαδικασία ηλεκτρολυτικής επίστρωσης με χαλκό θα περιγραφεί παρακάτω.
Η ηλεκτρολυτική επίστρωση στο σπίτι μπορεί να γίνει χρησιμοποιώντας χαλκό ή νικέλιο ως πλάκα βάσης, στην οποία μπορούν να τοποθετηθούν και άλλα μέταλλα. Είναι ζωτικής σημασίας η επιφάνεια εκτύπωσης να είναι όσο το δυνατόν πιο ομαλή πριν από την επίστρωση . τυχόν ανωμαλίες και γραμμές στρώματος θα τονιστούν μετά τη διαδικασία επιμετάλλωσης. Προετοιμάστε την καθαρισμένη και λειασμένη τρισιδάστατη εκτύπωση για επένδυση επικαλύπτοντας το πλαστικό με ένα λεπτό στρώμα αγώγιμης βαφής υψηλής ποιότητας ή με διάλυμα ακετόνης και γραφίτη εάν η εκτύπωση είναι ABS. Αφήστε την αγώγιμη επίστρωση να στεγνώσει πλήρως και, εάν χρειάζεται, τρίψτε τη με γυαλόχαρτο για να εξασφαλίσετε μια ομαλή επιφάνεια. Είναι εξαιρετικά σημαντικό να ελαχιστοποιήσετε την επαφή με την εκτύπωση σε αυτό το σημείο ή να φοράτε γάντια, καθώς τα έλαια από το δέρμα θα επηρεάσουν τη διαδικασία επίστρωσης.
Εισαγάγετε τη βίδα ή ένα βρόγχο σε μια δυσδιάκριτη επιφάνεια της εκτύπωσης και συνδέστε με ένα από τα καλώδια του ανορθωτή. Αυτό θα χρησιμεύσει ως κάθοδος ρεύματος και θα πρέπει να συνδεθεί με τον αρνητικό ακροδέκτη του ανορθωτή. Συνδέστε την άνοδο του χαλκού στον θετικό ακροδέκτη του ανορθωτή χρησιμοποιώντας το δεύτερο ηλεκτρικό καλώδιο και γεμίστε το επιλεγμένο δοχείο με αρκετό διάλυμα ηλεκτροδιαμόρφωσης χαλκού για να καλύψετε πλήρως το αντικείμενο και την άνοδο χαλκού. Εισάγετε την άνοδο στην μπανιέρα και ενεργοποιήστε τον ανορθωτή ρεύματος. Μόλις ο ανορθωτής είναι ανοιχτός, τοποθετήστε το αντικείμενο στο λουτρό, εξασφαλίζοντας ότι δεν έρχεται σε επαφή με την άνοδο σε οποιοδήποτε σημείο (Να είστε πολύ προσεκτικοί σε αυτό το βήμα, δεδομένου ότι μόλις η εκτύπωση βρίσκεται στο λουτρό, το σύστημα επένδυσης είναι φορτισμένο ηλεκτρικά και οποιαδήποτε επαφή με το διάλυμα ή η άνοδος / κάθοδος μπορεί να προκαλέσει τραυματισμό). Ρυθμίστε τον ανορθωτή ρεύματος σε 1-3 βολτ και αφήστε την επίστρωση να γίνει μέχρι να επικαλυφθεί πλήρως το αντικείμενο.Η τάση μπορεί να αυξηθεί για να αυξηθεί ο χρόνος επίστρωσης, αλλά δεν πρέπει να υπερβαίνει τα 5 βολτ. Απλώς απενεργοποιήστε τον ανορθωτή και αφαιρέστε το αντικείμενο μόλις αποκτήσει μια ικανοποιητική επίστρωση και στεγνώστε την εκτύπωση χρησιμοποιώντας πετσέτες μικροϊνών. Επαλείψτε την εκτύπωση με μεταλλική λάκα μόλις στεγνώσει για προστασία από τη διάβρωση.
Πηγές:
[1] https://www.3dhubs.com/knowledge-base/post-processing-fdm-printed-parts