9. 3D Εκτυπωτές – Εκτύπωση 3D FDM
Στο FDM, ένα αντικείμενο κατασκευάζεται από την επιλεκτική απόθεση του λιωμένου υλικού σε μια προκαθορισμένη διαδρομής που δημιουργείται στρώση στρωση.Τα υλικά που χρησιμοποιούνται είναι θερμοπλαστικά πολυμερή και έρχονται σε μορφή νημάτων.
Ένας σχεδιαστής πρέπει να έχει κατά νου τις δυνατότητες και τους περιορισμούς της τεχνολογίας κατά την κατασκευή ενός τμήματος αντικειμένου με το FDM, καθώς αυτό θα τον βοηθήσει να επιτύχει το καλύτερο αποτέλεσμα.
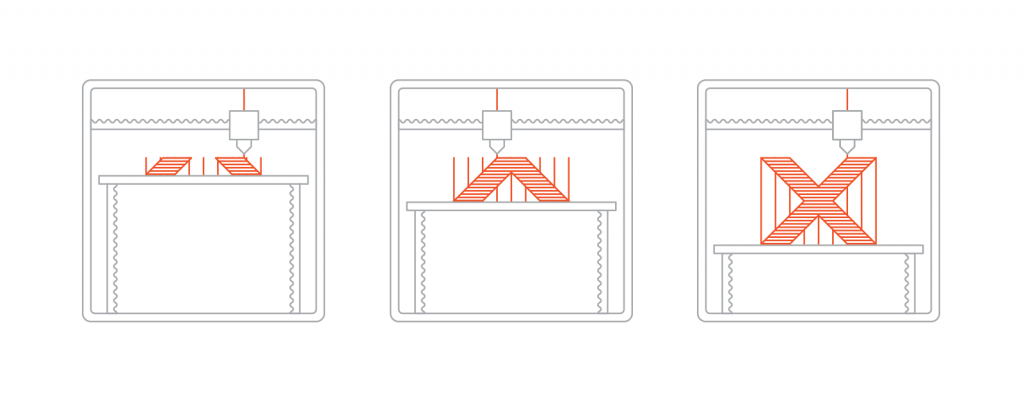 Εικόνα 9.1.Η διαδικασία εκτύπωσης FDM [πηγή]
Εικόνα 9.1.Η διαδικασία εκτύπωσης FDM [πηγή]
Να λοιπόν πώς λειτουργεί η διαδικασία παραγωγής με FDM:
1. Ένα καρούλι από θερμοπλαστικό νήμα φορτώνεται πρώτα στον εκτυπωτή. Μόλις το ακροφύσιο φθάσει στην επιθυμητή θερμοκρασία, το νήμα τροφοδοτείται στην κεφαλή εξώθησης και στο ακροφύσιο όπου λιώνει.
2. Η κεφαλή εξώθησης προσαρτάται σε ένα σύστημα τριών αξόνων που του επιτρέπει να κινείται στις κατευθύνσεις Χ, Υ και Ζ. Το τετηγμένο υλικό εξωθείται σε λεπτούς κλώνους και εναποτίθεται στρώμα-στρώμα σε προκαθορισμένες θέσεις, όπου ψύχεται και στερεοποιείται. Μερικές φορές η ψύξη του υλικού επιταχύνεται μέσω της χρήσης ανεμιστήρων ψύξης προσαρτημένων στην κεφαλή εξώθησης.
3. Για να γεμίσει μια περιοχή, απαιτούνται πολλαπλά περάσματα (παρόμοια με το χρωματισμό ενός ορθογωνίου με ένα δείκτη). Όταν τελειώσει ένα στρώμα, η πλατφόρμα κατασκευής μετακινείται προς τα κάτω (ή σε διαφορετικές ρυθμίσεις του μηχανήματος, η κεφαλή εξώθησης κινείται προς τα επάνω) και τοποθετείται ένα νέο στρώμα. Αυτή η διαδικασία επαναλαμβάνεται μέχρι να ολοκληρωθεί το εκτυπούμενο τμήμα.
Αυτό που είναι σημαντικό από τη σκοπιά ενός σχεδιαστή είναι να χτίσει το μέγεθος και το ύψος του στρώματος:
Το διαθέσιμο μέγεθος κατασκευής ενός επιτραπέζιου 3D εκτυπωτή είναι συνήθως 200 x 200 x 200 mm, ενώ για τις βιομηχανικές μηχανές αυτό μπορεί να είναι τόσο μεγάλο όσο 1000 x 1000 x 1000 mm. Εάν προτιμάτε ένα επιτραπέζιο μηχάνημα (για παράδειγμα για μείωση του κόστους), ένα μεγάλο μοντέλο μπορεί να σπάσει σε μικρότερα τμήματα και στη συνέχεια να συναρμολογηθεί.
Το τυπικό ύψος κάθε στρώσης που χρησιμοποιείται στο FDM κυμαίνεται μεταξύ 50 και 400 microns και μπορεί να προσδιοριστεί με την τοποθέτηση μιας παραγγελίας. Ένα μικρότερο ύψος στρώματος παράγει πιο ομαλά μέρη και αποδίδει τις καμπύλες γεωμετρίες με μεγαλύτερη ακρίβεια, ενώ ένα μεγαλύτερο ύψος παράγει μέρη ταχύτερα και με χαμηλότερο κόστος. Ένα ύψος στρώσης 200 microns είναι το πιο ευρέως χρησιμοποιούμενο.
Η καλή πρόσφυση μεταξύ των εναποτιθέμενων στρωμάτων είναι πολύ σημαντική στο προιόν του FDM. Όταν το τετηγμένο θερμοπλαστικό εξωθείται διαμέσου του ακροφυσίου, αυτό πιέζεται πάνω στο προηγούμενο στρώμα υλικού. Η υψηλή θερμοκρασία και η πίεση ξαναλιώνουν την επιφάνεια του προηγούμενου στρώματος και καθιστούν δυνατή τη συγκόλληση του νέου στρώματος με το προηγουμένως τυπωμένο τμήμα.
Η δομή στήριξης είναι απαραίτητη για τη δημιουργία γεωμετριών με προεξοχές στο FDM. Η βάση υποστήριξης τυπώνεται συνήθως στο ίδιο υλικό με το τελικό αντικείμενο. Υπάρχουν επίσης υλικά υποστήριξης που διαλύονται σε υγρό, αλλά χρησιμοποιούνται κυρίως σε εξειδικευμένους εκτυπωτές FDM 3D για βιομηχανικές εκτυπώσεις υψηλής τεχνολογίας.
Τα τμήματα FDM συνήθως δεν εκτυπώνονται στερεά ωστε να μειώθεί ο χρόνος εκτύπωσης και να εξοικονομήθει υλικό. Αντ ‘αυτού, η εξωτερική περίμετρος εντοπίζεται με τη χρήση αρκετών περασμάτων, που ονομάζονται κέλυφος, και το εσωτερικό είναι γεμάτο με μια εσωτερική, χαμηλής πυκνότητας δομή, που ονομάζεται γέμισμα.
Το πάχος του γεμίσματος και του κελύφους επηρεάζουν σημαντικά την αντοχή ενός εξαρτήματος. Για επιτραπέζιους εκτυπωτές FDM, η προεπιλεγμένη ρύθμιση είναι η πυκνότητα πλήρωσης 25% και το πάχος του κελύφους 1 mm, γεγονός που αποτελεί καλό συμβιβασμό μεταξύ αντοχής και ταχύτητας για γρήγορες εκτυπώσεις.
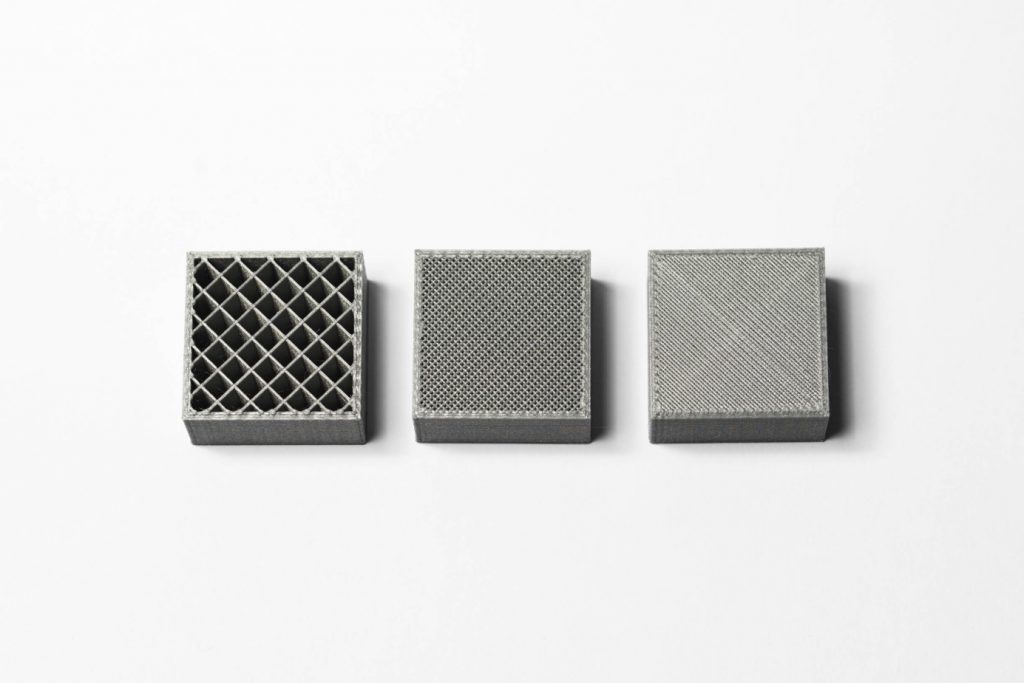
Εικόνα 9.2. Η εσωτερική γεωμετρία του FDM εκτυπώνεται με διαφορετική πυκνότητα πλήρωσης [πηγή]
Για περισσότερες πληροφορίες σχετικά με την τεχνολογία εκτύπωσης FDM, μπορείτε να παρακολουθήσετε το παρακάτω βίντεο:
Πηγές:
[1] https://www.3dhubs.com/knowledge-base/introduction-fdm-3d-printing